


-
联系人:雷杨
手 机:13823284509
电 话:0755-23593559
传 真:0755-23593559
邮 箱:leiyang@sz-gsd.com
网 址:www.huiliuhan.cn
地 址:深圳宝安区福永街道凤凰社区凤凰大道177号
回流焊技术资料
GSD-S5C回流焊说明书A1版
安全忠告
.为了保护终端用户的健康与安全,帮助用户选择安全的方法操作机器,现将机器的使用方法及注意事项作如下说明,仅供参考。
1.回流焊锡机危害
a.热表面:
运输链、运输导轨和移动中的焊接板均会传递热量,某些表面温度能达到66℃(150℉),可能对人体皮肤造成定程度的烧伤。
b.安全措施:
机器正在运行时,戴好热保护手套或穿好保护衣服。在没有戴保护手套时,严禁接触运输系统和从机器中出来的PCB板,而要让PCB板先冷却;如果对机器的任何部分进行维护时,应先穿上保护衣服。注意:不要将PCB板以外的任何物体进入机器。
2.火或者烟的危害
a.马达: 在正常的环境下,马达在运行期间由于摩擦容易产生火星,有可能引起周围环境发生火灾。
b.发热源:如果板在机器中停留时间太长,可能点燃焊接PCB板。
c.保护措施:
为了避免火灾,采用好的灭火技术,按照本地规则安装防火设施。
妥善保护好易燃材料,不要将易燃物品放入机器内或机器附近;保持好回流焊锡机的清洁。机器里面不要停留印制电路板,并确认全部的马达运行正常。
、 高度与水平校正
机器配置有脚杯与移动滚轮。在需要移动机器时,升起脚杯,便可以人力推动机器。确保地面水平以后,再为机器选择位置,然后拧下脚杯,再调整机器的水平
二、 机型说明:
该机型为热风循环结合远红外型热风回流焊接系统,具体为十个温度控制区。两个快速预热区,个回流焊接区,两个恒温干燥区,温区上下对称分布。上预热、恒温区同上回流焊接区采用热风回流传递加热,下预热、恒温区同下回流焊接区采用红外传递加热,上下同时受热,基板受热更加均衡,另外采用热风回流提高整机的工作性能.
三、 机体外形:
外形尺寸:(L)3000x(W)700x(H)1300
机器重量:250KG
大功率:14KW
工作功率:4KW
输入电源:3相380V或单相220VAC,
50HZ/60HZ
四、 运输系统:
网带宽度:350MM
网带高度:880±20MM
PCB尺寸:300X300MM
过机时间:3.5-5.5分钟
速 度:200-800MM
五、 功能区描述:
第温区上:上预热区, 数字式温控 2KW
第温区下:下预热区, 数字式温控, 2KW
第二温区上:上预热区, 数字式温控 1KW
第二温区下:下预热区, 数字式温控, 1KW
第三温区上:上干燥区, 数字式温控 1KW
第三温区下:下干燥区, 数字式温控, 1KW
第四温区上:上干燥区, 数字式温控 1KW
第四温区下:下干燥区, 数字式温控, 1KW
第五温区上:上回流区, 数字式温控 2KW
第五温区下:下回流区,数字式温控, 2KW
六、 温区设置:
设置温度1(锡浆) 设置温度2(红胶)
第温区上: 200±10℃ 160±15℃
第温区下: 200±10℃ 160±15℃
第二温区上: 185±10℃ 160±15℃
第二温区下: 185±10℃, 160±15℃
第三温区上: 190±10℃ 170±15℃
第三温区下: 190±10℃ 170±15℃
第四温区上: 200±10℃ 170±15℃
第四温区下: 200±10℃, 170±15℃
第五温区上: 235±10℃ 180±15℃
第五温区下: 235±10℃ 180±15℃
七、 启动:
a) 开启供电电源开关
b) 开启运输开关
c) 调节运输速度到适合焊接的速度为止
d) 用与工作PCB相同的或相似的废板偿试焊接,通过结果对温控器设定进行5℃以内的设整,使达到工作需要.
e) 在刚放入PCB板5-10分钟左右时,若温度控制器实际温度与设定不稳时,则重新进行温控器参数的设定.(开始放入PCB板或突然改变放入的PCB板的数量时,实际温度与设定温度有定温差,过段时间的均速放入PCB后,这个温差将减速少正常温差范围内)
八、运行操作软件说明:
当计算机进入windows后,并双击“回流焊图标” 。将显示下图画面
此界面是设备的主监控界面,主界面是监控和操作设备的重要窗口,主界面可对设备的运行动画和工作状态进行操作和监控。
在监控画面里可以监控设备的运行数据、运行动画和操作设备的工作状态。 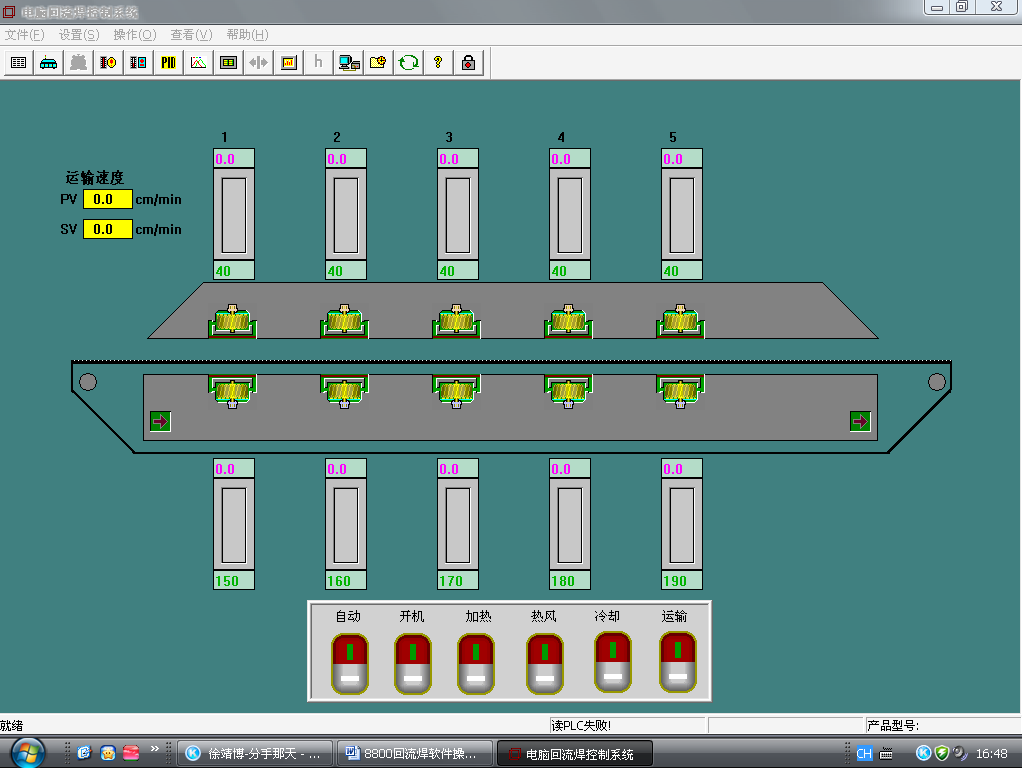
注:此界面支持操作员密码功能,当密码打开时才能对设备进行操作和参数设置,否则只能监控设备运行情况,密码关闭时快捷菜单和下拉菜单都为效灰白色, 不能进行操作。
密码打开时快捷菜单和下拉菜单都为有黑色,可以进行操作。
输入打开密码方法: 单击密码锁快捷图标,将出现输入安全密码对话框,在对话框里输入安全密码即可,
关闭密码方法:单击密码锁快捷图标,快捷按钮又变成灰白色。
语言选择功能:
可直接在文件/语言/中进行中文简体、中文繁体、英文切换。 在转换得时候可能会出现乱码,般从新启动软件即可,如果还是不能解决可能是您系统没有相应得子库。
在英文系统下 中文定会出现乱码属正常。 
运行参数设置:单击参数设定弹出参数设定画面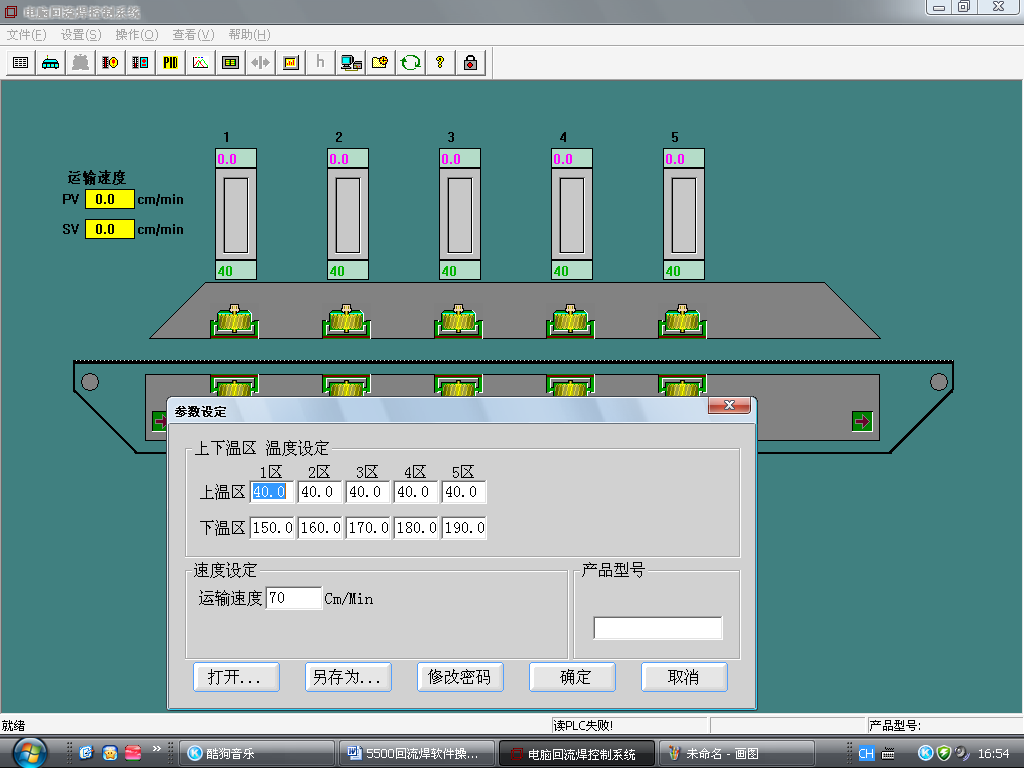
在运行参数设定画面里可以对每个温区的加热温度、网链的运输速度、以及预热、升温的焊接风机的速度进行设定。
此画面的参数可以保存,以便以后焊接同样的PCB时可以直接调用,不必逐修改,
操作方法:如下图:打开设定窗口,点击“另存”图标将弹出“另存”窗口,输入相应的文件名即可保存。
下次使用时要调出存储的运行参数:单击“打开”图标,选择相应得文件名即可打开,单击“确定”图标便可把参数下载到PLC运行。
此画面为防止非相关操作人员错误操作,设有保护密码,(出厂时未设密码)客户可根据需要设置密码,点击“修改密码”降弹出输入密码画面,在此画面里输入密码确定即可,在下次设定此参数时将提示你输入操作密码.
PID参数设定:
在设置下拉菜单里单击PID参数设置将出现PID参数设置画面。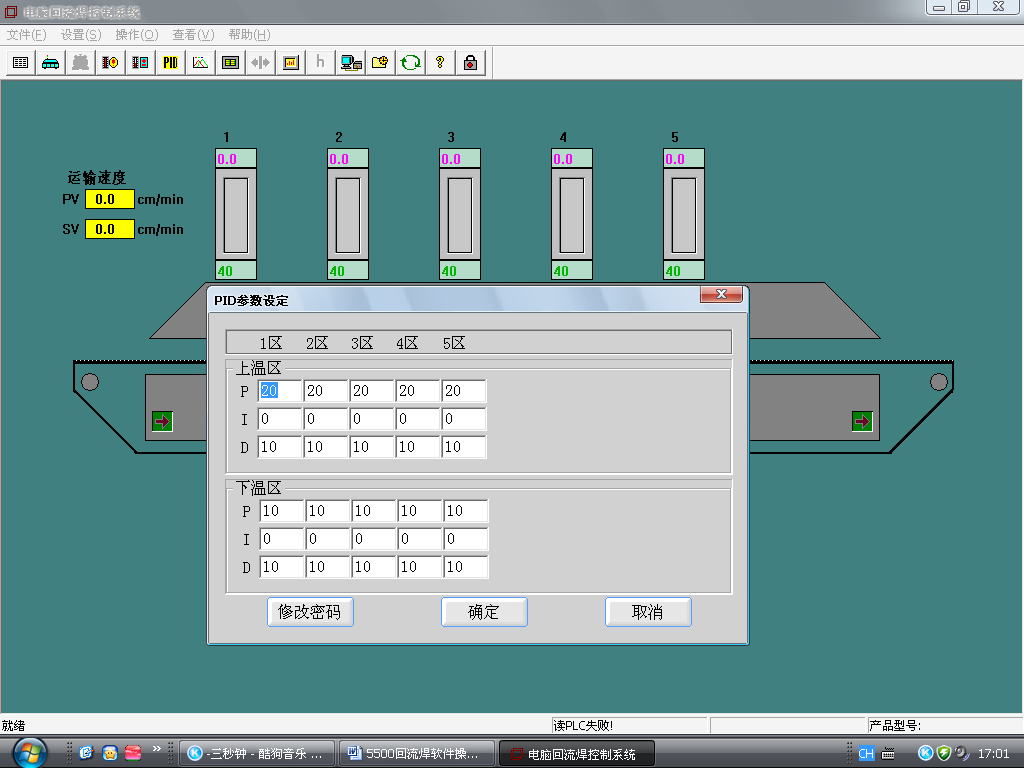
PID参数是温度控制的重要参数,准确设定PID的参数为控制温度的必要条件。在PID参数中P I为重要的参数,
D值设定:此值为提前PID控制温度, ( 如设定温度为 260 ,D值为10;即当温度升到250度开始PID占空比控制 般D值在10-60间。如果在第次开机温度冲温(实际温度超过设定温度很多)请加大D值:如果在第次升温非常缓慢减小D值,以温度不超温和不掉温为宜。
I值设定:为内部PID的控制参数,(当D值为“0 自动控制”)有效,当温度冲温过大时减小;升温过满时加大,以温度不超温和不掉温为宜。
P值设定:此参数主要用于调节固态的闪烁周期,P值越大接通周期大于断开周期相反P值越小接通周期小于断开周期,此值范围“5-50”间。
当温度冲温过大时减小;升温过慢时加大,以温度不超温和不掉温为宜。
注:PID参数同样支持密码功能,般由管理员设定;PID参数根据控制软件不同可能控制的目标和意义有所不同,不能照搬其他公司的软件。
机器参数设定:
单击具栏中图标或选择菜单栏中“窗口”下的“机器参数设定”选项,可进入“机器参数设定画面”。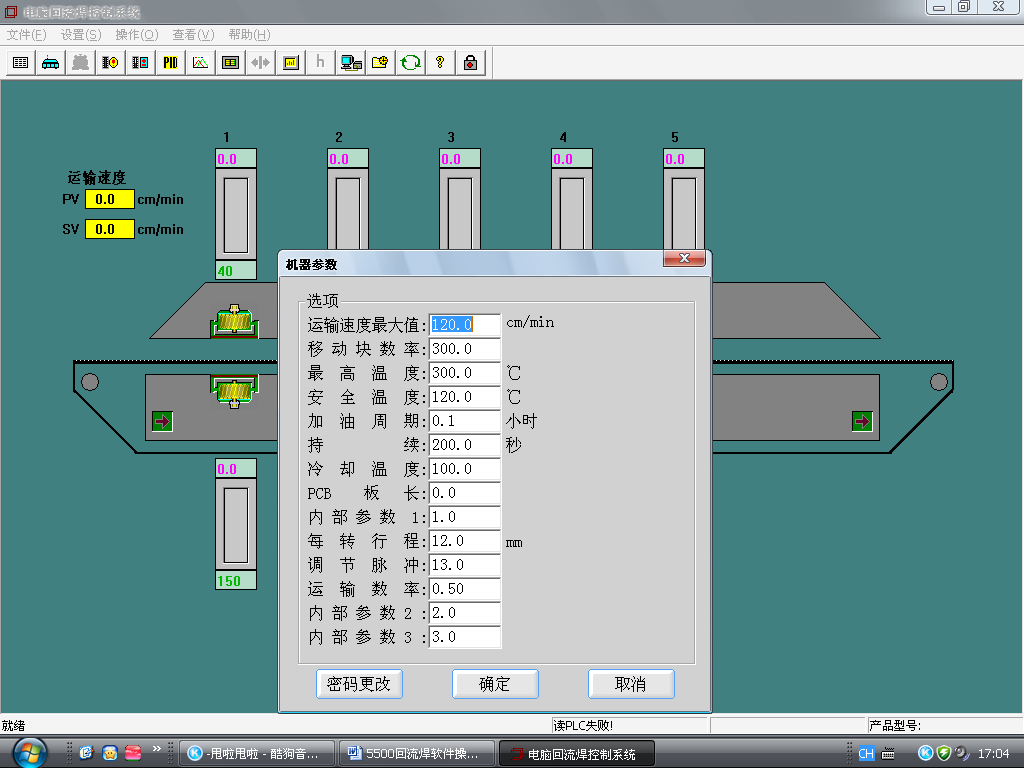
高温度:高温度是设备的高升温温度,出厂设定为300摄氏度,参数设定里的温度不能操作机器参数里的高温度,软件里已自动限制。
安全温度(即自动关机时的关闭温度,般可设定为100-180)、
加油周期和持续加油时间(此参数请根据润滑程度设定)
分辨率:分辨率即输送链条速度的矫正参数(请保留出厂值)
其余参数可不必设定,系统已运行佳参数。
超温报警设定;
单击设置/下拉菜单的限温度设置或工具栏的限温度设置图标显示如下图:
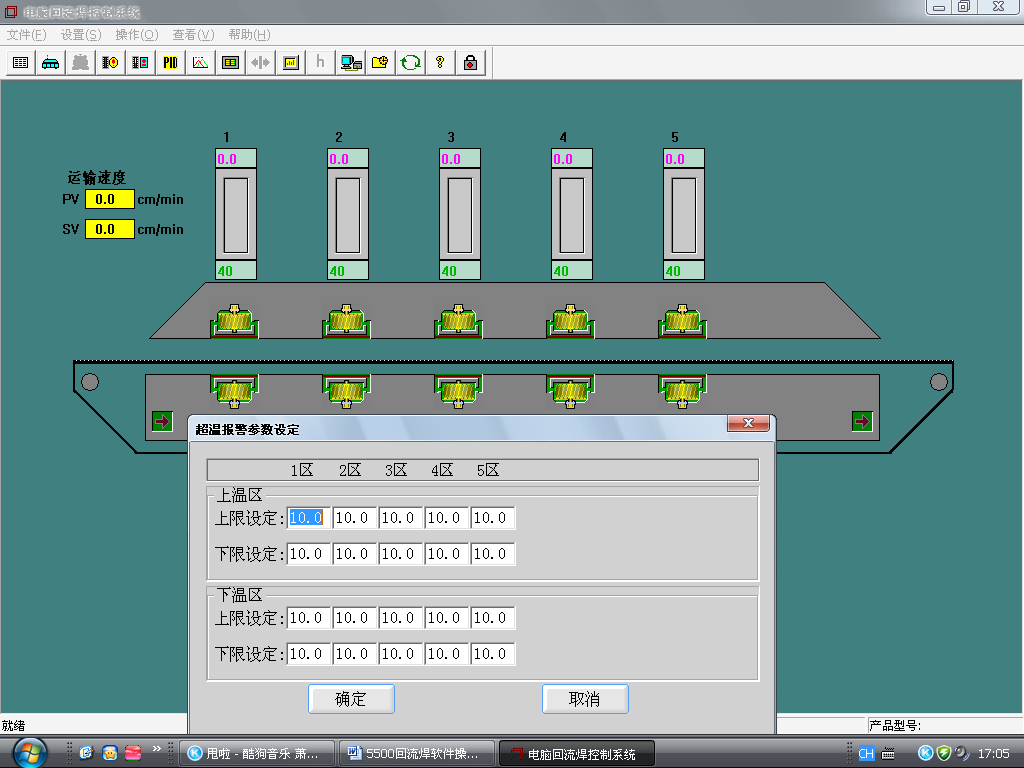
超温报警温度是用户在生产加工时允许焊接温度偏差,当超过所设定的偏差值设备将发出相应得报警或停止设备的加热。
超温报警的值范围可根据客户对PCB的焊接要求来设定,如对温度要求较高的“BGA”可适当把值设小些。对温度要求不高的电阻电容可适当设大些。此参数的设定为不经常报警为宜。
温度补偿参数设定:
温度补偿是针对热电偶的误差纠正而设置的参数,当显示温度大于实际温度可设置为负数进行负补偿;当显示温度小于实际测量温度可设置为:
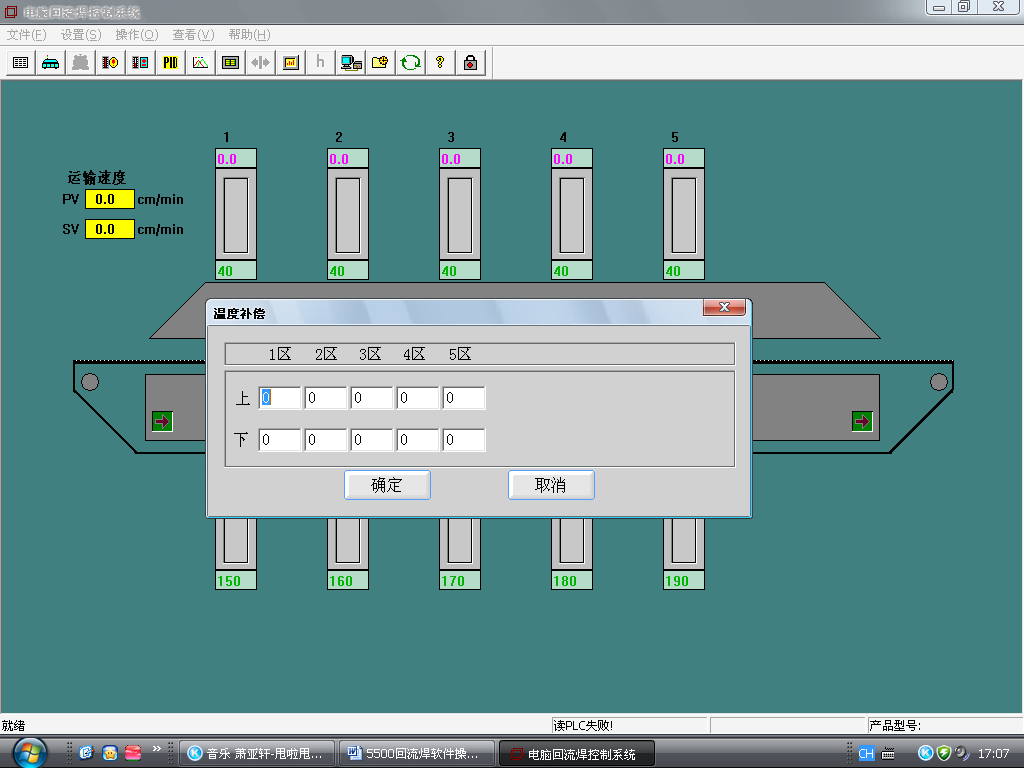
正数进行正补偿。
出厂值为0未进行任何补偿。
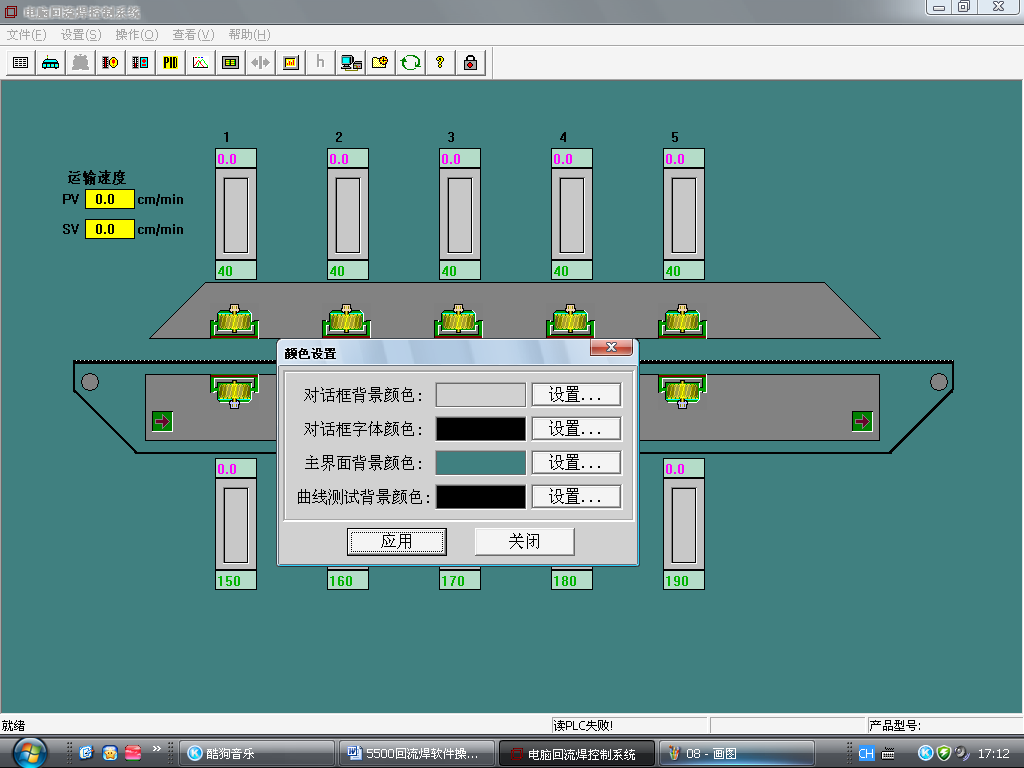
颜色设定:
颜色设定是专门为操作员进行的个人性化设定:它可以修改操作界面的颜色。
机器复位:
当设备发生故障后可以关闭当次报警,不影响下次故障报警。
修改安全码:
安全码及操作员登陆密码:修改密码时可直接输入新密码和旧密码。
软件安装步骤:
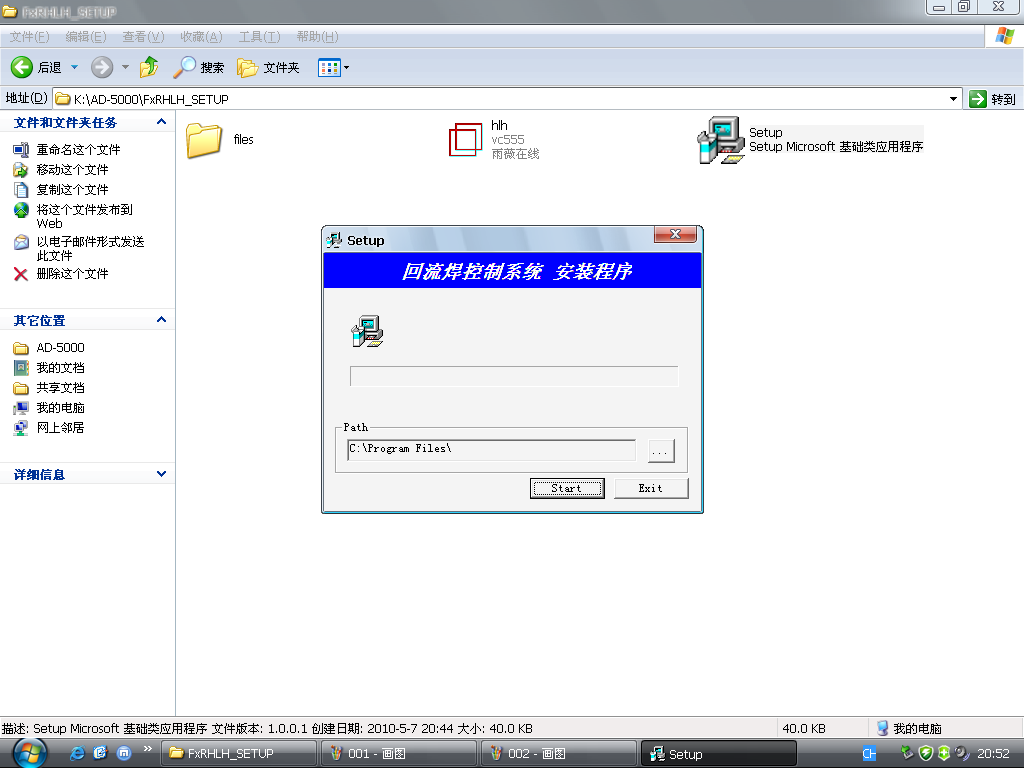
1:双击FXRHLH_SETUP文件夹

2:双击SETUP文件
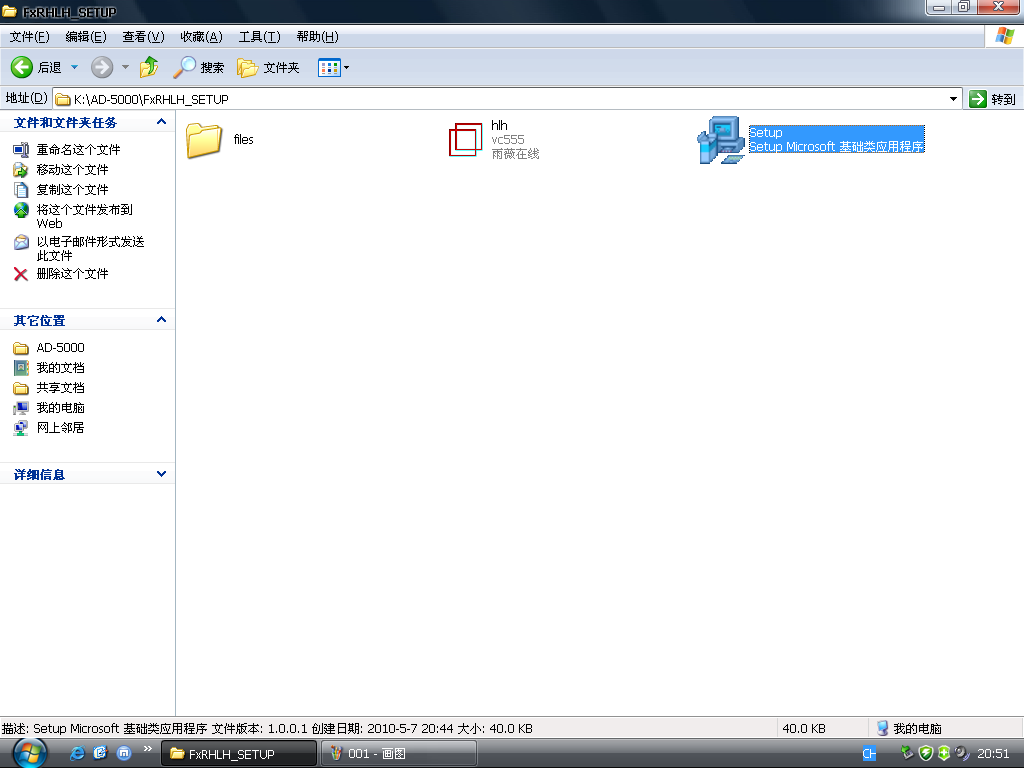
3:点击START开始安装程序
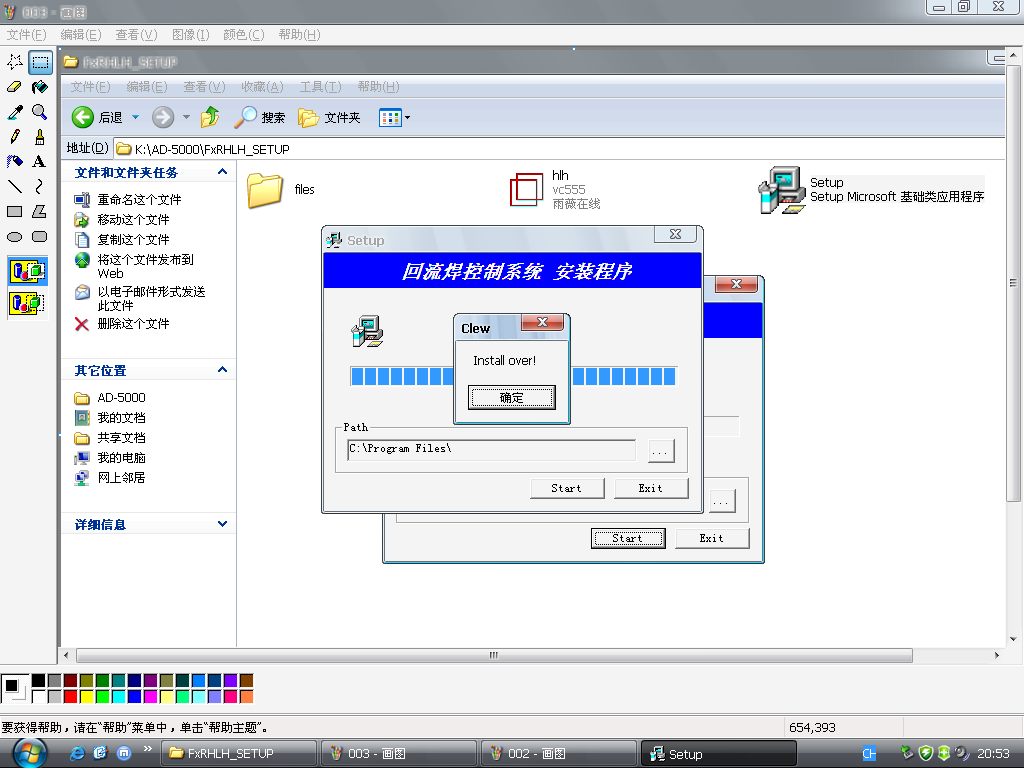
4:当安装进程出现INSTLL OVER!时请点击确定。
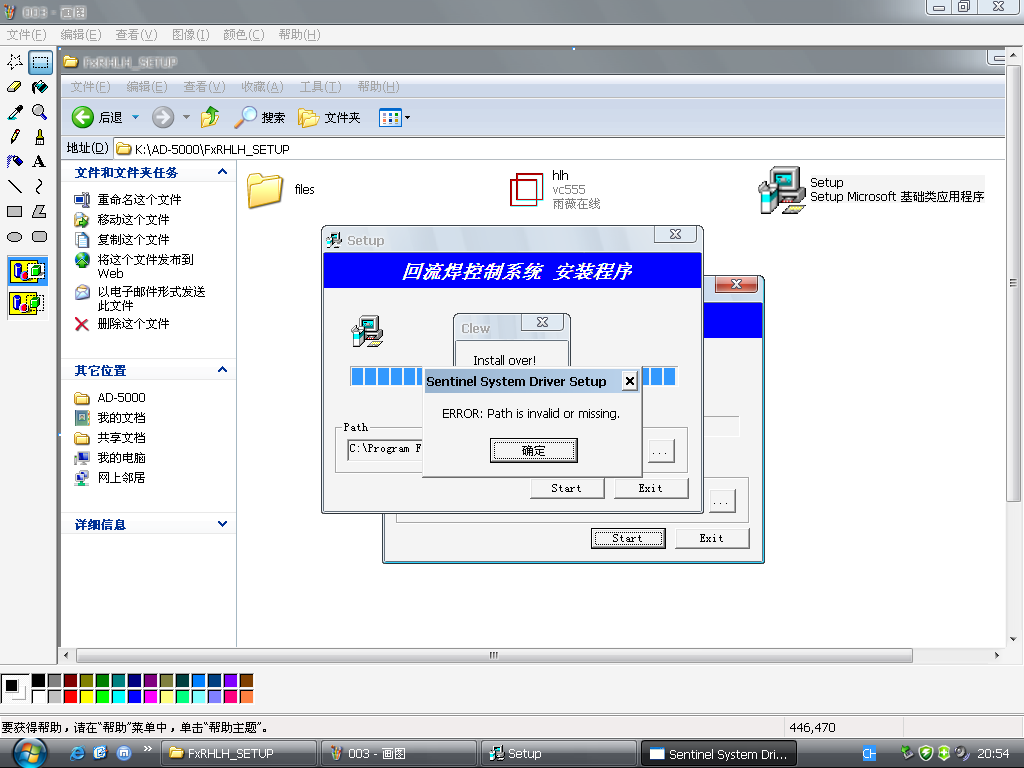
5:当出现ERROR:PATH INVALID OR MISSING请点击确定。
6:请将HLH操作图标复制到C盘根目录下的PROGRAM FILES文件夹中的FXRHLH_XT文件夹中.
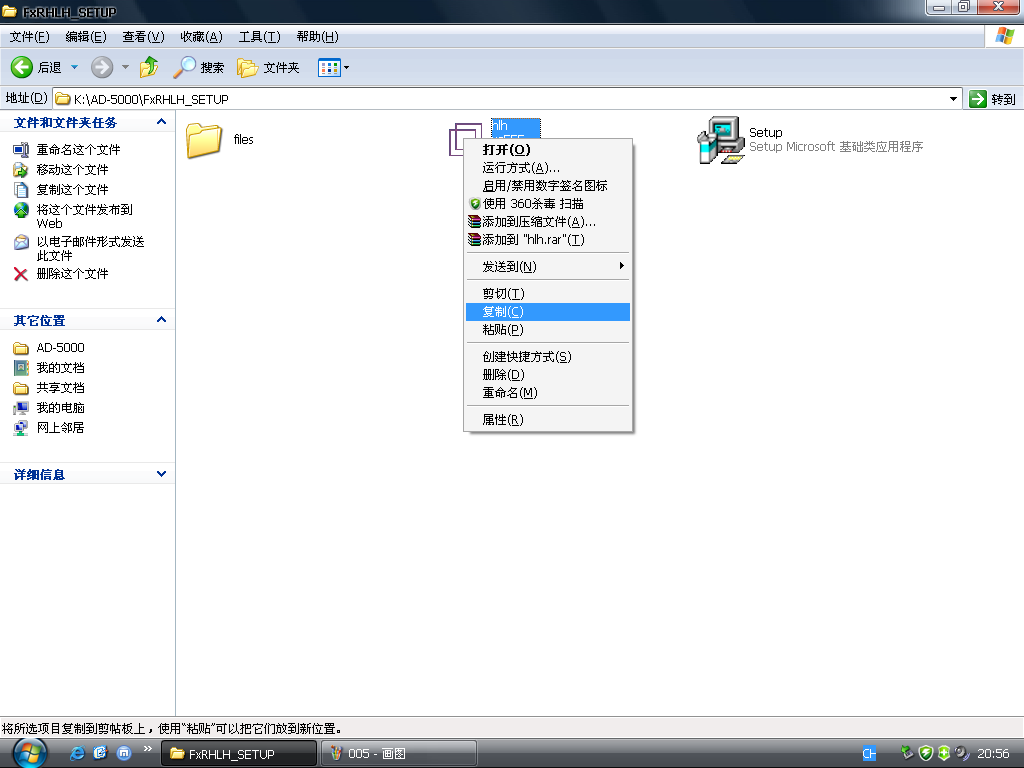
7:将旧的HLH操作图标覆盖安装
8:后请将操作图标发送桌面快捷方式

九、 紧急状况
按下机器上另外个红色紧急停止开关,这将使主电路停止和切断电源,再关掉总电源。
在正常情况下不要使用紧急停止开关,经常使用紧急开关,使主电路断电器 触点经常跳动,会引起它过早损坏
紧急停机后,合上电源开关,打开紧急停止开关,系统将返回原工作状态。
相关文章下载地址: http://pan.baidu.com/s/1c0fKCkK
相关文章推荐阅读:
|
GSD-S5C回流焊说明书A1版 |
广晟德回流焊GSD-M8N说明书A1版 |
|
GSD-S6A小回流焊说明书A1版 |
双轨回流焊 |