


-
联系人:雷杨
手 机:13823284509
电 话:0755-23593559
传 真:0755-23593559
邮 箱:leiyang@sz-gsd.com
网 址:www.huiliuhan.cn
地 址:深圳宝安区福永街道凤凰社区凤凰大道177号
回流焊技术资料
常见回流焊接不良及对策分析
回流焊接不良是smt技术人员经常遇到的问题,下面广晟德来为大分析下常见回流焊接的不良现象对策

回流焊接后线路板上锡球与锡球间短路

smt不良锡珠
原因 对策
1. 锡膏量太多 (≧ 1mg/mm) 使用较薄的钢板 (150μm)开孔缩小(85% pad)
2. 印刷不精确 将钢板调准些
3. 锡膏塌陷 修正 Reflow Profile 曲线
4. 刮刀压力太高 降低刮刀压力
5. 钢板和电路板间隙太大 使用较薄的防焊膜
6. 焊垫设计不当 同样的线路和间距
二、回流焊接后线路板有脚的SMD 零件空焊

smt空焊
原因 对策
1. 零件脚或锡球不平 检查零件脚或锡球平面度
2. 锡膏量太少 增加钢板厚度和使用较小的开孔
3. 灯蕊效应 锡膏先经烘烤作业
4. 零件脚不吃锡 零件必需符合吃锡需求
三、回流焊接后脚的零件空焊
原因 对策
1. 焊垫设计不当 将锡垫以防焊膜分隔开,尺寸适切
2. 两端受热不均 同零件的锡垫尺寸都要相同
3. 锡膏量太少 增加锡膏量
4. 零件吃锡性不佳 零件必需符合吃锡需求
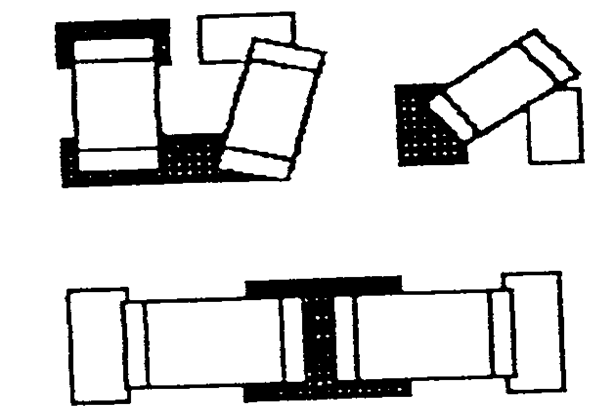
四、回流焊接后SMD 零件浮动(漂移)
原因 对策
1. 零件两端受热不均 锡垫分隔
2. 零件端吃锡性不佳 使用吃锡性较佳的零件
3. Reflow方式 在Reflow 前先预热到170℃
五 回流焊接后元件立碑效应
<注>立碑效应发生有三作用力:
1. 零件的重力使零件向下
2. 零件下方的熔锡也会使零件向下
3. 锡垫上零件外侧的熔锡会使零件向上
原因 对策
1. 焊垫设计不当 焊垫设计佳化
2. 零件两端吃锡性不同 较佳的零件吃锡性
3. 零件两端受热不均 减缓温度曲线升温速率
4. 温度曲线加热太快 在Reflow 前先预热到170℃
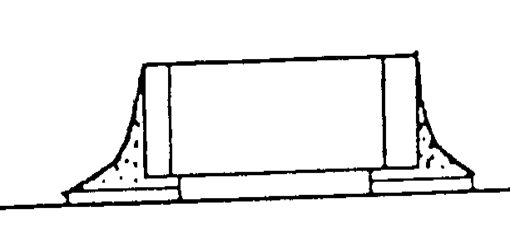
六 回流焊接后元件焊接店冷焊
是焊点未形成合金属( IntermetallicLayer) 或是焊接物连接点阻抗较高,焊接物间的剥离强度( Peel Strength ) 太低,所以容易将零件脚由锡垫拉起。
原因 对策
1. Reflow 温度太低 低Reflow 温度215℃
2. Reflow 时间太短 锡膏在熔锡温度以上少10秒
3. Pin 吃锡性问题 查验 Pin 吃锡性
4. Pad 吃锡性问题 查验 Pad 吃锡性
七 回流焊接后元件焊接点粒焊

原因 对策
1. Reflow 温度太低 较高的Reflow 温度(≧215℃)
2. Reflow 时间太短 较长的Reflow 时间(>183℃以上少10秒
3. 锡膏污染 新的新鲜锡膏
4. PCB 或零件污染
八 回流焊接后线路板零件微裂(龟裂)
原因 对策
1. 热冲击(Thermal Shock) 自然冷却,较小和较薄的零件
2. PCB板翘产生的应力 避免PCB弯折,敏感零件的方
零件置放产生的应力 向性,降低置放压力
3. PCB Lay-out设计不当 个别的焊垫,零件长轴与折板方向平行
4. 锡膏量 增加锡膏量,适当的锡垫
资料下载地址为:http://pan.baidu.com/s/1jGkmQOI
相关文章推荐:
|
回流焊接后IC引脚假焊的原因 |
大型八温区回流焊 |
|
回流焊的工作原理视频分享 |
如何选择回流焊的方法 |
上一篇:小型节能回流焊开机操作讲解
下一篇:回流焊接锡珠的解决